Category: News
A new control system was at the heart of a recent project for WMH which has seen a redundant line saved from the scrap heap, re-furbished and re-purposed to provide the factory with the production facilities that they need to meet their current production requirements.
The line was originally designed for production pies and flans with a pastry base but had stood idle for several years as production requirements changed. WMH were approached to re-develop the line and bring it back into use to produce cheese cakes.
The project required the line to be stripped back to its basic component parts before being built back up, integrating new denesters and depositors to cope with the new products and the installation of servo drives and complete new control system to bring all the elements together into a seamless inline system.
Operation and control of the line is via a touch screen HMI where the menus and functionality were designed in conjunction with the operators to give them access to all the functionality needed to run the line efficiently. Simplification of fault finding has been achieved by moving all the safety inputs into local enclosures which also reduced the amount of machine wiring needed.
The line has been configured to handle three sizes of cheesecake each needing different change parts and tooling. The control system monitors the change-parts and tooling throughout the line to prevent operation with incorrect or misaligned parts.
The line integrates a two-stage detester for plastic pots and cardboard bases and a granular dosing unit for the crumb base. It also integrates two depositors for the cheese cake topping. A closed loop feedback system was used and deposit weights are continuously fed back to the depositors which will automatically adjust for weight discrepancies helping to reduce product give-away for overweight and rejected underweight products.
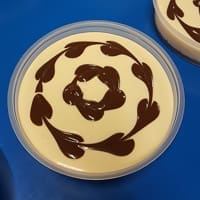
To create a pattern on the top of the product WMH developed a “Swirly-Whirly” arrangement to spin the products through 360 degrees which swirls droplets of fruit compote into an attractive pattern.
Offload of product from the line via the WMH pick and place unit is profile controlled to ensure product does not slop during acceleration or deceleration, improving the quality and look of the finished product.
The line is fully integrated with the downstream production processes for speed matching to maintain optimum product flow and improve product quality. Weight and batch data from the production line is collected and exported to the factory.
“WMH have provided us with a simple clean approach to producing our products. Their design and automation team removed much of the complicated equipment and outdated safety circuit system resulting in a control panel a fifth of the original size” Chris Terry, Samworth Brothers.
 |
 |
 |